Technology
DRB230 Tough-Pitch Copper Comparison of tool life

Material : Tough-Pitch Copper
Work Size 11 × 40(mm)
Cutting depth 15.2mm (1pc)
Cutting time : 1hr 45min (1pc)
Tool
DRB230

●Long neck ball end mill specialized for machining copper alloy.
●Sharp edge shearing ability and DLC coating realized high quality and stable a long life machining.
●Machining copper tungsten electrodes is also effective.
Cutting condition
| Process | Roughing | Semi-finishing | Finishing |
| Tool | DRB230 R0.5×4 |
||
| Spindle speed (min-1) |
40,000 | 30,000 | |
| Feed (mm/min) |
2,400 | 2,000 | 1,500 |
| Depth of cut ap×ae(mm) |
0.2×0.4 | 0.05×0.05 | 0.03×0.03 |
| Stock (mm) |
0.07 | 0.03 | - |
| Coolant | Water-insoluble fluid | ||
| Cutting time | 55min | 50min | |
Comment
By using same tool size to compare tool wear and surface roughness with conventional products.
In this machining, DRB230 approximated 6 to 7 times tool life comparing to conventional products.
Machining from roughness to finishing by using 1 end mill.
Comparison of tool wear
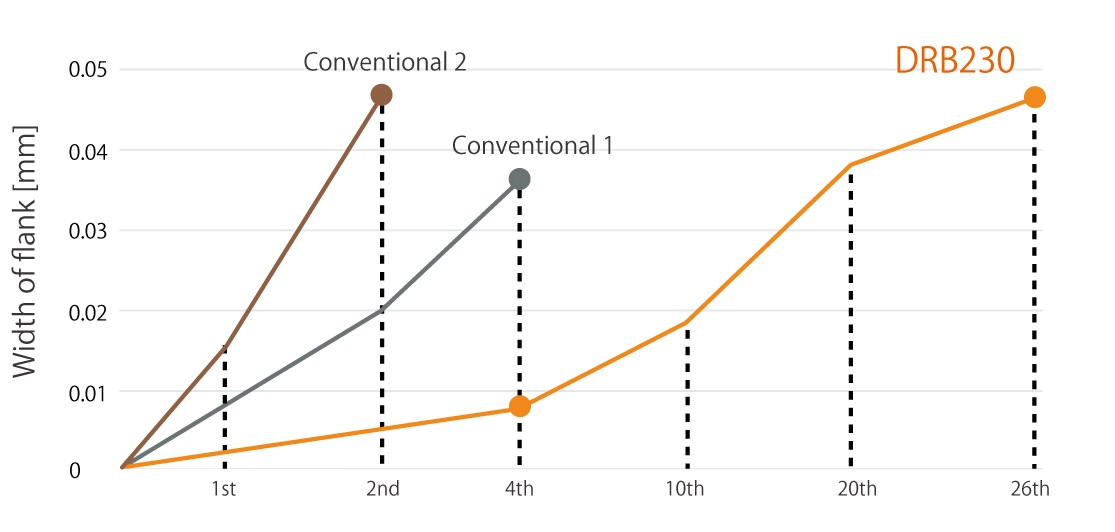
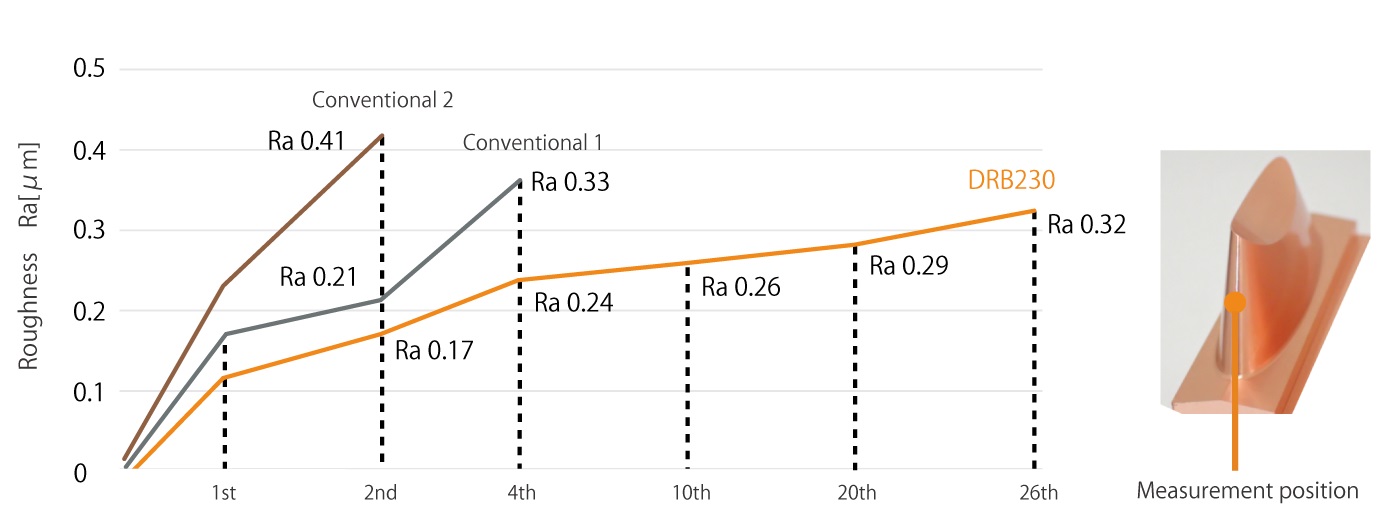
For image point, please see the graph below.
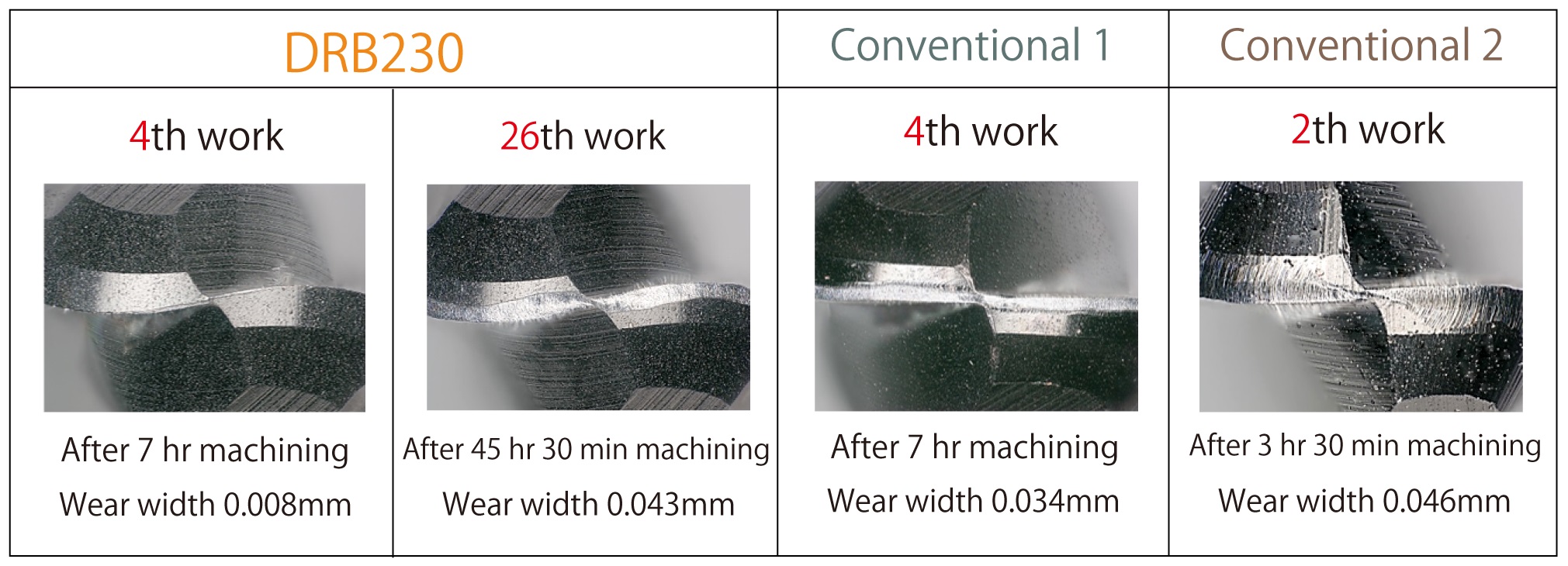
Condition of edge profile
Comparison of roughness