Technology
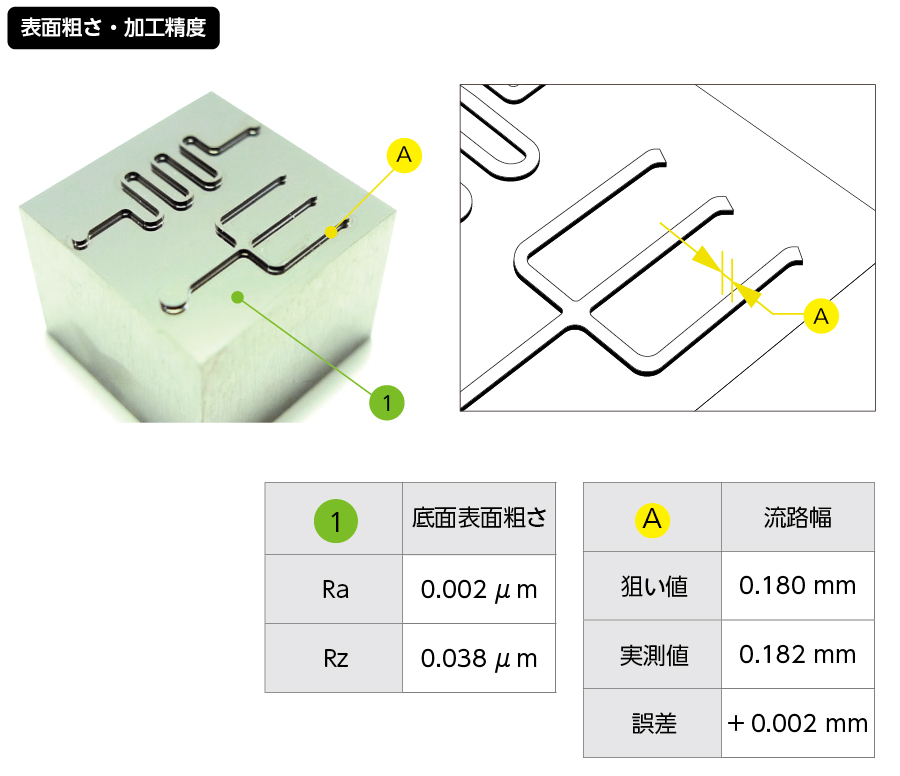
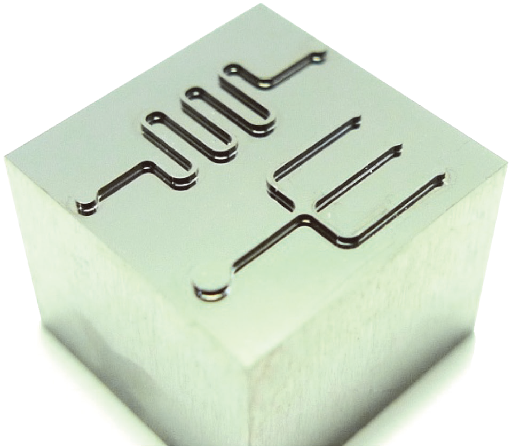
PCDSE マイクロ流路
被削材 : 超硬合金(92.5HRA)
ワークサイズ : 10×10mm
加工深さ : 0.25mm
クーラント : 不水溶性切削油
加工時間 : 12時間50分
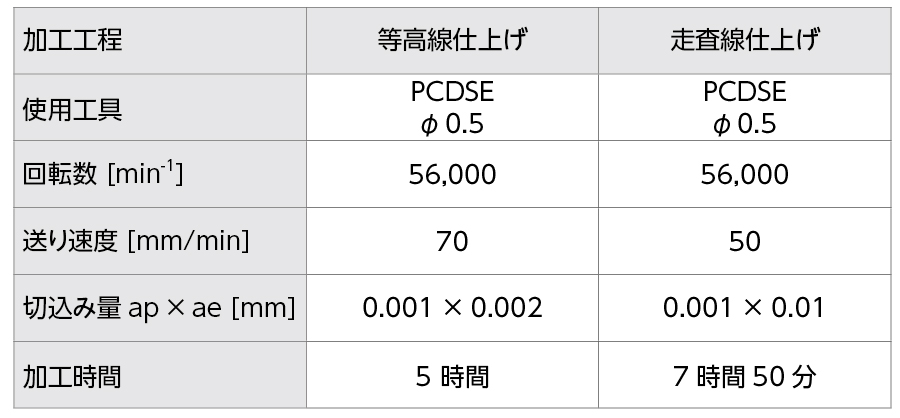
使用工具

切削条件
加工結果