





Technology
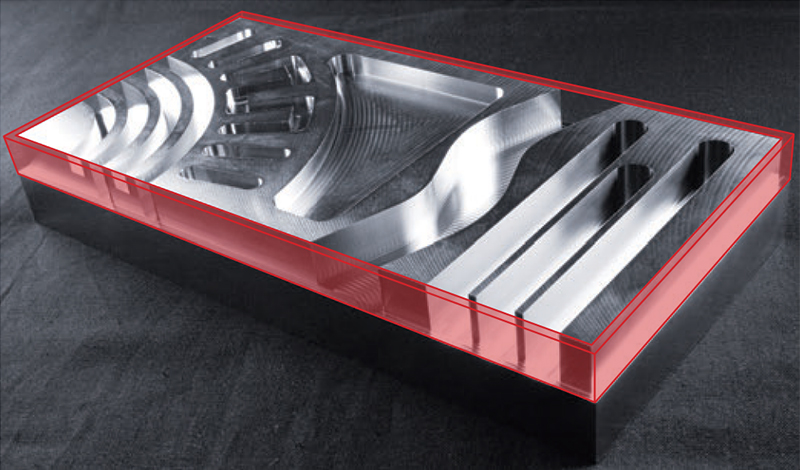
MSUSZ440 ステンレス鋼(SUS304)高能率加工

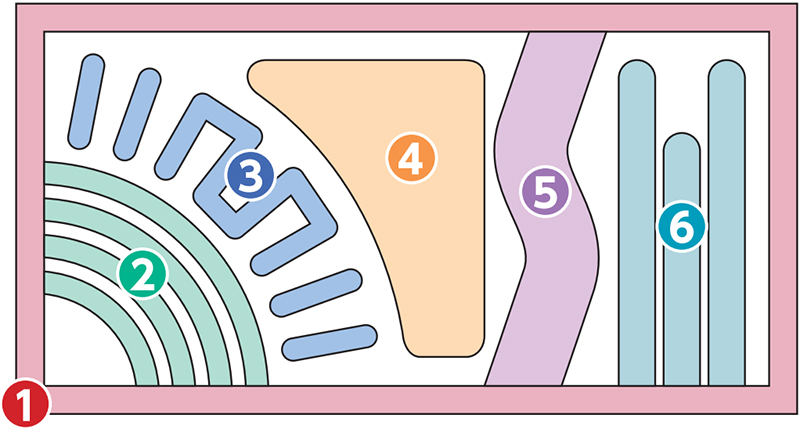
ワークサイズ 200×100(mm)
(加工深さ:12㎜)
被削材 : ステンレス鋼(SUS304)
総加工時間 : 12分26秒
高能率加工、時間で約12.5分!
工具1本(MSUSZ440 Φ6×12)で加工します。
使用工具
MSUSZ440

●不等分割・不等リードの採用、さらに刃部の剛性高めた設計により、びびりを最大限に抑え、高能率な加工を実現!
●ステンレスの側面加工・溝加工・突込み加工によるアプローチに対応した多機能な性能を実現する新開発の特殊刃形状を採用。
切削条件
①外周部
※外周(赤色)部の加工です。
| 加工工程 | 側面 | |
| 荒取り | 仕上げ | |
| 回転数 (min-1) |
5,000 | |
| 送り速度 (mm/min) |
1,200 | |
| 切込み量 ap×ae(mm) |
12×1.2 | 12×0.05 |
| 残し代 (mm) |
0.05 | - |
| 加工時間 | 1分31秒 | |
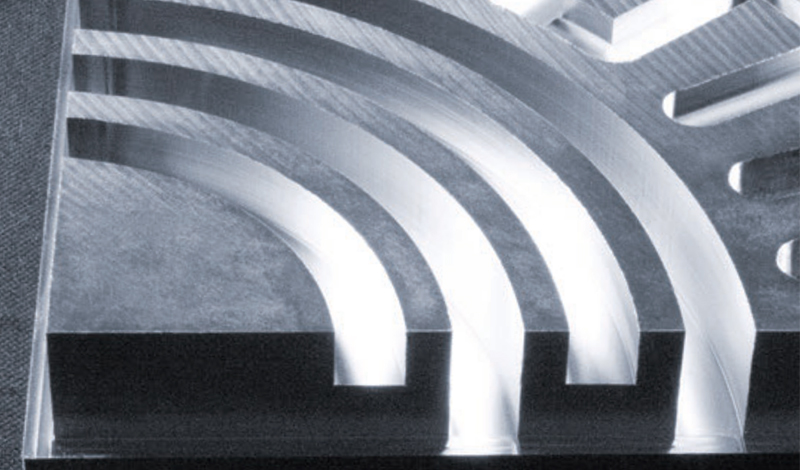
②円弧溝部
| 加工工程 | 溝 | |
| 溝深さ 6mm | 溝深さ 12mm | |
| 回転数 (min-1) |
4,200 | |
| 送り速度 (mm/min) |
400 | |
| 切込み量 ap(mm) |
6 | 6(2回加工) |
| 加工時間 | 1分14秒 | |
③止まり溝&クランク溝

| 加工工程 | 溝 | |||
| 溝深さ 3mm | 溝深さ 6mm | |||
| 突込み | 溝 | 突込み | 溝 | |
| 回転数 (min-1) |
4,200 | |||
| 送り速度 (mm/min) |
50 | 400 | 50 | 400 |
| 切込み量 ap(mm) |
3 | 3(2回加工) | ||
| 加工時間 | 54秒 | |||
④ポケット部

| 加工工程 | 荒取り | 仕上げ | ||
| ヘリカル | 側面 | 底面 | 側面 | |
| 回転数 (min-1) |
4,200 | 5,000 | ||
| 送り速度 (mm/min) |
1,000 | 1,200 | ||
| 切込み量 ap×ae(mm) |
進入角度 3° | 6×1.2 | 0.05×1 | 6×0.05 |
| 残し代 (mm) |
0.05 | - | ||
| 加工時間 | 3分51秒 | |||
⑤曲がり溝部(トロコイド加工)

| 加工工程 | 荒取り |
| トロコイド | |
| 回転数 (min-1) |
5,000 |
| 送り速度 (mm/min) |
1,200 |
| 切込み量 ap×ae(mm) |
12×1.2 |
| 加工時間 | 2分28秒 |
⑥薄壁部

| 加工工程 | 荒取り | 中仕上げ | 仕上げ |
| 溝 | 側面 | ||
| 回転数 (min-1) |
4,200 | 5,000 | |
| 送り速度 (mm/min) |
400 | 1,200 | |
| 切込み量 ap×ae(mm) |
ap 6(2回加工) | 12×1 | 12×0.05 |
| 加工時間 | 2分28秒 | ||