





Technology
SSR200 高硬度鋼 微細複合加工形状

ワークサイズ 30×30(mm)
被削材 : PD613 60HRC
加工時間 : 7時間57分
(仕上げ加工のみ)
Φ0.2という極小径ですが、CBNエンドミルは高硬度鋼に対して長時間の安定した面品位と加工精度が得られます。
使用工具
SSR200

●CBNの抜群の耐久性にコーナRの高能率加工を実現。
●切れ刃全体にわたるスムーズな連続刃付!コーナ半径精度±5μmにより抜群の面精度を実現可能。
●調質(プリハードン)鋼~70HRCの高硬度鋼まで対応。
●Φ0.1から規格拡大し、全172サイズに!
切削条件
溝形状
| 加工工程 | 溝加工 Z-0.03まで |
溝加工 Z-0.5まで |
| 使用工具 | SSR200 Φ0.2×R0.02×0.5 | |
| 回転数 (min-1) |
40,000 | |
| 送り速度 (mm/min) |
100 | 300 |
| 切込み量 ap×ae(mm) |
ap0.001 | ap0.003 |
| クーラント | オイルミスト | |
| 加工時間 | 1時間8分 | 2時間19分 |
文字形状
| 加工工程 | 側面仕上げ | 底面仕上げ |
| 使用工具 | SSR200 Φ0.2×R0.02×0.5 | |
| 回転数 (min-1) |
40,000 | |
| 送り速度 (mm/min) |
300 | |
| 切込み量 ap×ae(mm) |
0.001×0.005 | 0.005×0.005 |
| クーラント | オイルミスト | |
| 加工時間 (2D深さ/1穴) |
1時間55分 | 20分 |
歯車形状
| 加工工程 | 側面仕上げ | 底面仕上げ |
| 使用工具 | SSR200 Φ0.2×R0.02×1 | |
| 回転数 (min-1) |
40,000 | |
| 送り速度 (mm/min) |
200 | |
| 切込み量 ap×ae(mm) |
0.003×0.005 | 0.005×0.005 |
| クーラント | オイルミスト | |
| 加工時間 | 1時間45分 | 30分 |
コメント
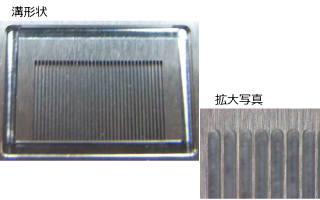
溝の寸法は幅0.2mm 深さ0.5mm 長さ5mmです。
加工初期に細かなピッチで加工することで、深さ0.5mmまで加工精度が安定しました。
1本の工具で36本の溝加工を行うことができました。
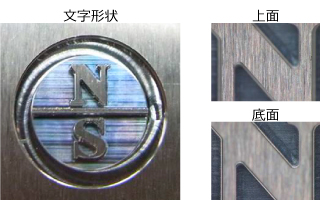
文字形状 鋭角コーナの拡大写真です。
図に示した部分の加工精度は寸法狙い値に対し誤差+0.001mmでした。
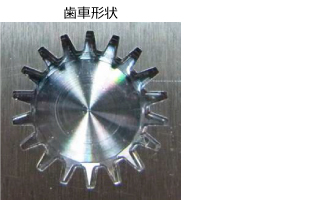
歯車の外周寸法の加工精度は寸法狙い値に対し誤差-0.004mm、底面部の面粗さはRz0.25μmでした。