





Technology
MRBTNH230 高硬度鋼への深彫り切削加工
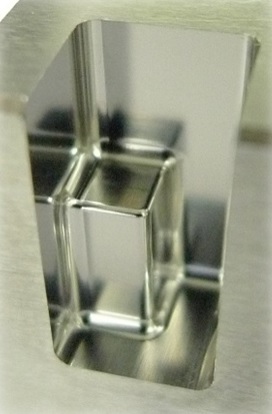
加工サイズ 奥行7.5×幅7×深さ12(mm)
被削材 : STAVAX 52HRC
総加工時間 : 2時間26分
新設計のテーパネック形状によって工具剛性が更に向上! 高硬度鋼の深彫り切削時にも高精度加工が可能になりました。
使用工具
MRBTNH230

●深部の加工で高精度化が図れるテーパネック形状のボールエンドミル。
●最適化されたテーパネック形状と、無限コーティングプレミアムの採用で、高硬度鋼の加工時に真価を発揮します。
●汎用性の高い2枚刃で、全209サイズをラインナップしました。
切削条件
| 加工工程 | 荒取り | 取り残し | 中仕上げ | 仕上げ |
| 使用工具 | MRBTNH230 R1×1°30′×12 |
MRBTNH230 R0.5×1°30′×12 |
MRBTNH230 R0.5×1°30′×12 |
|
| 回転数 (min-1) |
18,000 | 15,000 | 12,000 | 12,000 |
| 送り速度 (mm/min) |
2,000 | 600 | 500 | 300 |
| 切込み量 ap×ae(mm) |
0.15×0.35 | 0.025×0.08 | 0.02×0.02 | 0.01×0.01 |
| クーラント | オイルミスト | |||
| 加工時間 | 14分 | 12分 | 23分 | 1時間37分 |
コメント

加工精度は寸法狙い値に対し誤差-0.004mmとほぼ狙い値どおりでした。
面粗さもRa0.121μm、Rz0.898μmとびびりのない加工面を得られました。